
Plasma, flame, laser or water jet cutting is usually required to make individual adjustments to the CNC system in terms of technical requirements during the cutting process. Sometimes it is necessary to consider the physical characteristics of the cutting process, such as: flame during flame cutting, or plasma during plasma cutting, which will expand when heated by heat; at the same time, it is necessary to consider the dimensional accuracy of the processing, the smoothness of the section, and the like.
In the following example, we will explain how to adjust the controller according to the actual situation. First, explain the process characteristics of plasma cutting: hot melt cutting process. The main points are also applicable to other similar cutting process forms. For Aikeman's cutting solution, an intelligent controller is used to compensate for the negative characteristics of the program.
Plasma cutting is the thermal separation of materials by an ionized, ionized conductive gas (plasma). This technical principle is similar to the lightning phenomenon of nature. When the gas molecules in the atmosphere are ionized by electrostatic discharge, the insulator air is converted into an electrical conductor in a short time. At this point, the extreme high temperature in the plasma beam and the combined heat released can cause any material to melt instantaneously. The temperature during plasma cutting can be as high as 20,000K or higher depending on the gas and energy supply.

The temperature of the plasma gas rises sharply during plasma generation, and the gas expands instantaneously, and the plasma gas is extremely accelerated and the slit is melted. The special connection of high thermal energy and kinetic energy is the basic requirement of plasma cutting. Faster cutting speeds can be achieved with high density energy compared to other thermal separation processes. In addition, the narrower thermal effects and high cutting speeds in field cutting also reduce the deformation of the workpiece.
For the generation of the plasma source, the ionized gas is first supplied to the cutting nozzle. According to the precision, materials and different uses, in most cases, a fluidized shielding gas surrounding the plasma beam is required. Secondly, it is necessary to provide necessary Electrical energy (a few hundred amperes of current), the task of electrical energy is to ionize the gas, and generate arc voltage between the cutting nozzle and the workpiece; finally, the high temperature generated by the plasma cutting head must be cooled with cold water, otherwise the torch is easy damage. Gas, water cooling, current, etc. must be connected to the cutting head via the corresponding piping, and the recirculation and export ensure the normal operation of the plasma. However, the transmission pipeline will indirectly affect the motion control of the machine.
In summary, special power designs that differ greatly from conventional power units (such as CNC milling machines) are increasingly needed by the market. Unlike the milling process, the tool is in direct contact with the cutting plane during milling, while the cutting tip must be at a certain distance from the workpiece surface or from the resulting kerf during plasma cutting. Moreover, the slits will expand/expand in space. Thus, when the cutting nozzle is in an inclined position, the depth of cut as a triangular string is increased (the thickness of the material is ticked, and the plasma injection is offset). In many cutting processes, the shape of the kerf also appears as a V-like or conical shape.
All of these problems can be easily overcome by cutting CNC solutions, and machine builders have a variety of suitable software module options for this. If the mature standard version of the software does not meet the customer's needs, Aikeman is also responsible for making firmware adjustments for the customer to meet its technical requirements.
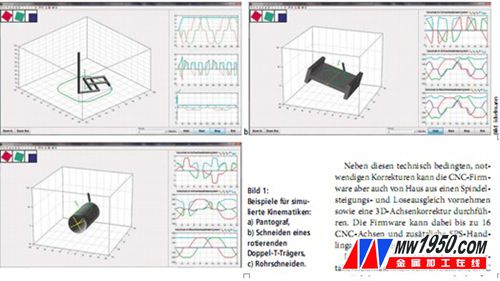
For special power units, Aikeman also provides a software tool based on Matlab (Advanced Program) to do hardware cycle simulation/simulation. The control hardware is connected to the hardware cycle simulation through the inputs and outputs, and the mechanical part of the machine is simulated as it is.
Aikeman's R&D engineers can perform digital simulations of various motion devices. They can adapt the CNC firmware to new motion requirements and control the error-free implementation of all functions before the mechanical manufacturer's physical machinery is completed. The use of modern simulation tools can significantly speed up machine commissioning, reducing time to market.
A few examples of complex dynamic simulations controlled by Aikeman's ENC66 controller: diamond scaling (see Figure 1a); tool axis and workpiece automatic axis multi-axis applications. A better example is plasma cutting of a rotating steel beam: rotating a double T-beam (see Figure 1b), or intersecting lines (Figure 1c).
Various correction functions are installed in the CNC system, for example, the cutting speed is automatically reduced according to the groove angle. As described above, the thickness of the cut obtained in the inclined state is increased, so the cutting speed must be lowered at the same power. Secondly, the distance between the kerf position and the surface of the workpiece and the cutting tip changes when the torch is tilted, which can also be automatically compensated by software. The tool axis is controlled by keeping the arc gap constant while the torch is rotating.
Various correction functions ensure constant cutting parameters, thus ensuring perfect control of the cutting process. Height adjustment is given a unique role in plasma cutting. A lot of cutting processes, especially those that are not easy to achieve the required precision and flexibility, are not subject to CNC-controlled external adjustments when the height adjustment (Z-axis) cannot be perfectly synchronized with several other tool axes. The solution will soon encounter limitations. Since the CNC is indispensable, letting it take over the calculations can also reduce the cost of the hardware.
Only under the unified control of the CNC, all relevant axes can fully cooperate. Aikeman has developed a Z-axis electromechanical device for this purpose, which is also designed to assemble a grooved device with grooved angle adjustment A and B axes.
In addition to the necessary corrections required for the technology, the CNC firmware can also perform spindle gradient compensation and other compensation remotely, as well as 3D-axis correction. This firmware can control up to 16 CNC axes and additionally control the PLC operating axis.
Today, the shipbuilding industry uses huge gantry cutting machines, and Aikeman's CNC also supports the synchronization functions required for gantry shaft drives.
Machine manufacturers can use Aikeman's components to program their own machine control in the image development environment Codesys (consistent with IEC61131-3) and use a large library of cutting standard functions, including power control or gas supply. Machinery manufacturers can also choose the rich engineering advice and expertise provided by Aikeman, and entrust their application engineers to develop software and software adjustments. The design of the human-machine interface is also equipped with a special cutting tool, which can quickly realize an intuitive operation interface, and can also flexibly adapt to its own interface design.
If we want to improve the cutting efficiency in actual operation (compared to other cutting processes), the operation of the machine needs to be simpler and more efficient. If the equipment is too long or the machine operation is complicated, then the time profit brought by the advantages of cutting technology will not be lost.
As a result, Aikeman's CNC has introduced an operator interface that is perfect for cutting. All important steps in the operation can be concentrated and controlled.
The operation of the machine is all carried out through the touch screen. The operator can not only import NC programs (DXE, DIN, HPGL, ESSI) in different formats, but also intuitively program them on the machine via macro graphics, which saves time especially in simple geometry. Writing new programs or optimizing existing ones can be done while the machine is running.
In order to save equipment time, the image processing system can be embedded in the CNC. This automatically identifies the position of the workpiece and automatically transmits the calibration parameters to the CNC handler.
As a result, the laborious and time-consuming sheet calibration (process) becomes redundant. And there are many other uses for image processing: optimizing the use of the sheet through the identification of the residual material; monitoring the cutting process to optimize the online program.
Aikeman's CNC can communicate with the drive and plasma power supply through various interfaces: in addition to Sercos (serial real-time communication system) and CAN-Open (bus), Ethernet, local bus, USB, RS232, RS422/ 485, can also be controlled using voltage signals or PWM signals. A dedicated IO module is available for this purpose. Common standard IO components (digital input/output, analog input/output) can be used to connect peripherals. The bus coupler IO module via the bus or Sercos can also be operated remotely.
Machine and operational data can be collected by the CNC and supplied to the overlay production control and production planning system, which also enables a consistent and efficient automation solution for large manufacturing companies.
Rain Shower Head with Handheld Shower Faucet Set Complete with High Pressure.Includes one-piece cartridge to simplify installation and maintenance.Our shower system provides free replacement parts in 5 years.
Shower Faucet,Shower Handle,Shower Diverter Valve,Delta Shower
HESHAN CAIZUN SANITRAYWARE CO.,LTD , https://www.caizunbathroom.com